

Finishing furniture components using a robot
Before making decisions on automation and robotization, TSENTER’s program allows companies to map and simulate their workflow and needs with the help of specialists. Wermo utilized this opportunity to find a solution for finishing turned legs with a robot, a task currently done manually.
Project goals and testing conditions
The project’s goal was to find a way to finish furniture components using a robot, create the necessary tools and fixtures, and conduct the required tests. The tests were carried out in TSENTER’s finishing booth with a UR10e collaborative robot mounted at a 45-degree angle on the booth ceiling. A Graco Merkur Air-Assisted high-pressure pump and water-based finishing material were used for the finishing process.
Testing methods
Method 1: Components Standing Upright in a Fixture
- Process: 7 components are placed upright in a fixture, and the robot performs the finishing.
- Setup: Material nozzle 510, material pressure 3.0 bar, additional air pressure 2.5 bar.
- Results: Average cycle time 48.7 seconds, with 10.2 seconds of spraying, 19.5 seconds of technological time, and 19 seconds of idle time. Material consumption 61.2 grams, with 12.6 grams (21%) reaching the surface.
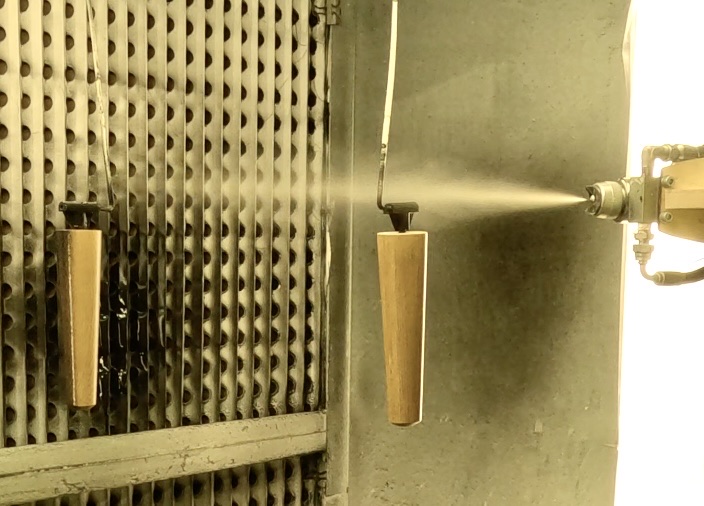
Method 2: Components Moving on a Conveyor
- Process: Components move on a conveyor, stopping in the robot’s work area for spraying.
- Setup: Material nozzle 312, material pressure 1.2 bar, additional air pressure 0.2 bar.
- Results: Average cycle time 10.2 seconds, with 6.8 seconds of spraying and 3.4 seconds of technological time. Material consumption 34 grams, with 1.6 grams (5%) reaching the surface.
Results
Method 1:
- Pros: Faster cycle time, lower material consumption. Advantageous due to the large number of legs processed simultaneously, which can be increased with a larger robot.
- Cons: Requires a larger robot and constant human supervision. Can only finish components that can stand upright. Requires a sufficient number of fixtures, as the fixture is freed only after the legs dry. Significant changes needed when switching to new components.
Method 2:
- Pros: Less human supervision, possible to use a smaller robot. Smaller finishing booth required. Future potential to finish other turned components in production without major process changes.
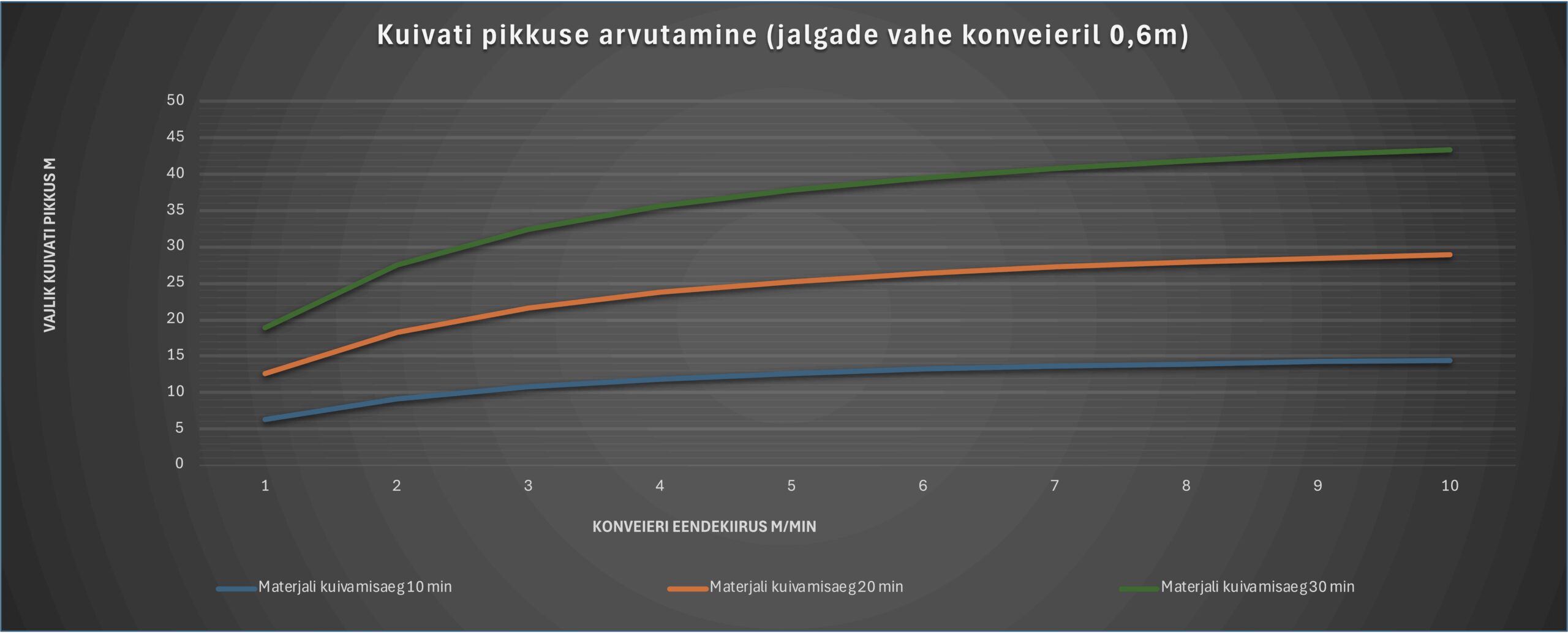
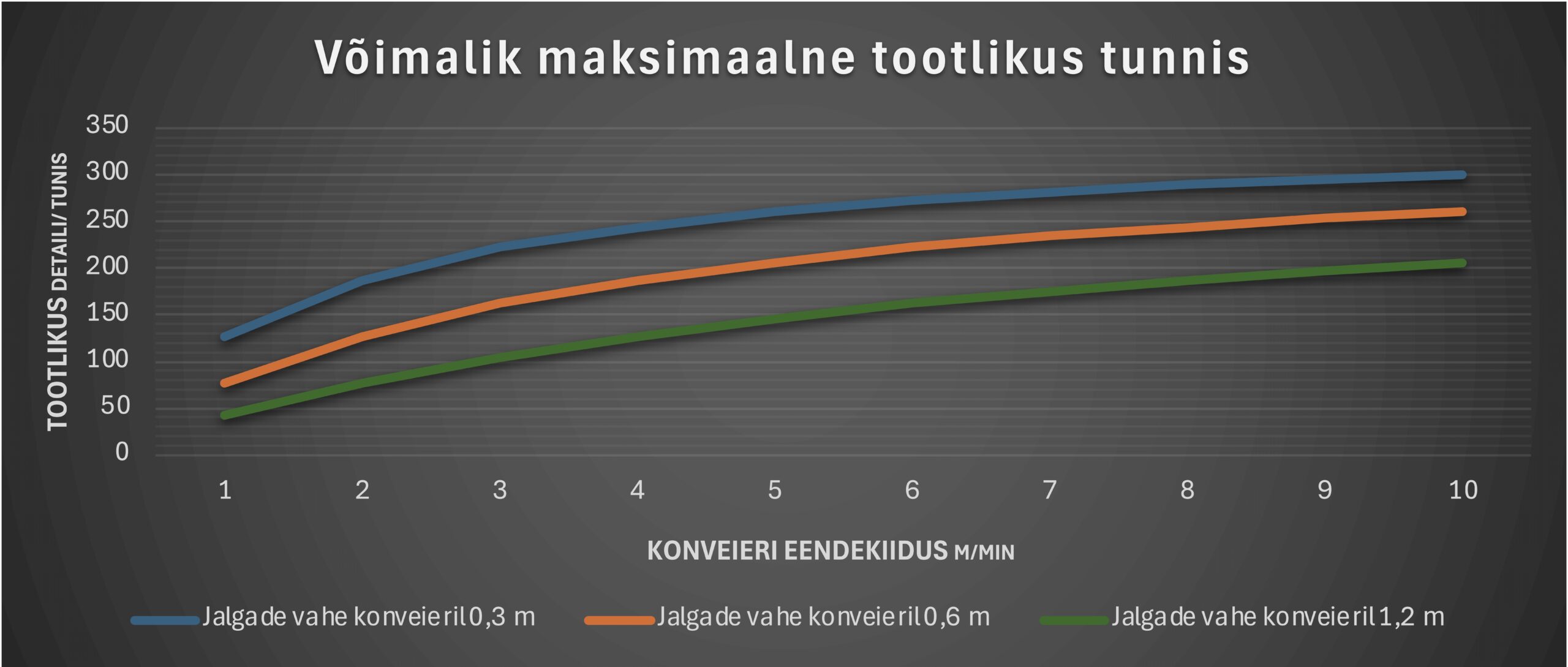
- Cons: Higher material consumption, lower hourly productivity. Increasing productivity requires significant investments in conveyor and dryer length adjustments.
Conclusion
The tests show that both methods have their strengths and weaknesses. Method 1 is faster and more material-efficient, while Method 2 requires less human intervention and a smaller robot.
The production solutions project provided detailed descriptions and cost calculations for both time and materials, as well as key technical conditions for investment, such as determining the dryer length. With the report compiled by TSENTER, the company could calculate the investment’s feasibility.
As a result of the tests, the company concluded that, considering current production volumes and investment needs, a robotic finishing solution is not suitable for their production. Instead, they found an alternative to purchase pre-finished legs from a subcontractor.
Learn more about our production solutions services.

