TSENTRI koostöörobot Roberta käis päris tootmises oma tööampsu tegemas. Tarmeko LPD poolt oli tööandjaks Kaarel Saar, TSENTRI poolt toetasid Erkki Naaris ja Mart Nilson. Kogemusloo koos ettepanekutega pani kirja Erkki Naaris.
Ülesanne 1
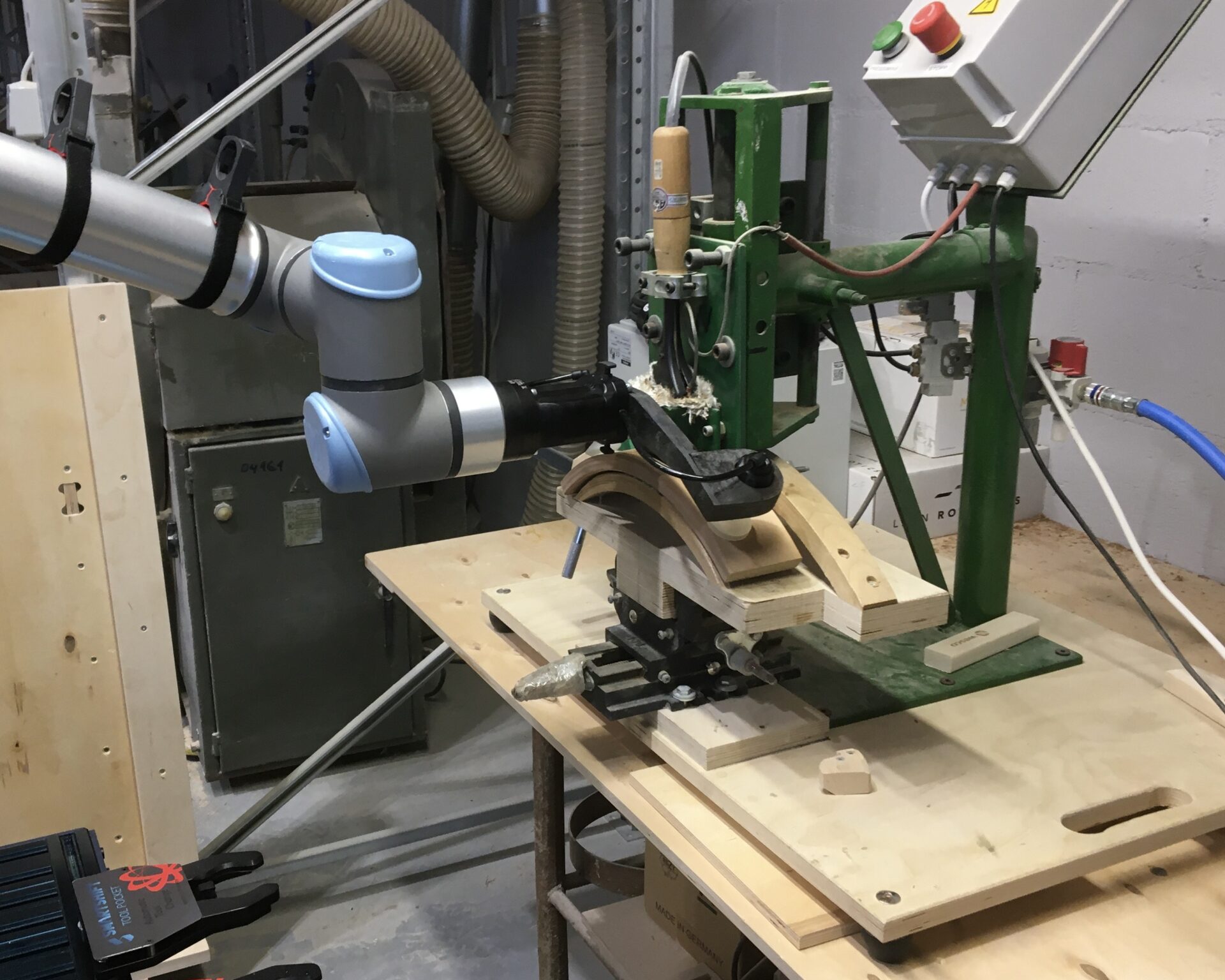
Roberta esimene ülesanne tootmises: Tõsta erikujulised detailid tööpinki, käivitada tööpink (logo kõrvetamine puitdetailile), paigutada detail alusele. Võtta detailid magasinist ja asetatada euroalusele.
Tööpingi käivitab robot IO signaali abiga. Robot peaks töötama võimalikult autonoomselt.
Ettevalmistus
Detaili tõstmine toimub vaakumiga. Selleks on vajalik erikujulise detaili järgi valmistatud vaakumhaarats.
Programmi põhja ettevalmistamine, et vältida võimalike tõrkeid roboti töös:
- detailide lõppemisel,
- aluse täitumisel,
- takistusel liikumises.
Tõrke tekkimisel peaks robot taas käivituma võimalikult samast olukorrast kui toimus tõrge.
Robot peab alusele paigaldamist jätkama samast kohast, kus toimus tõrge.
Programm ette valmistatud:
- Detailide võtmine toimub magasinis asuvast kahest tulbast. Kui ühest tulbast saavad detailid otsa, siis võtab robot järgmise. See protsess kordub niikaua kuni kummaski tulbas ei ole kahel katsel enam ühtegi detaili. Detail tuvastatakse survetundlikkuse järgi.
- Detail tõstetakse masinasse ja surutakse vastu piirajat survetundlikkuse järgi. Robot saadab signaali masina käivitamise kohta. Robot ootab samal positsioonil masina tööaja lõpuni, seejärel liigub seadmest välja.
- Detail asetatakse alusele. Vastavalt aluse suurusele jaotatakse detailid.
- Programmi ülesehitus on 4 kindla punkti järgi töökohal, neid punkte üle salvestades muutuvad kogu programmi parameetrid:
– alumise detaili asukoht;
– ülemise detaili asukoht;
– seadme töölaua 0-punkti asukoht;
– aluse 1 nurk.
Magasini projekteerimine: detailid kahes tulbas ümberkukkumise vältimiseks kaldu 5 kraadi (Tarmeko).
Tegevus tootmises
Tööd alustades selgusid järgmised vajalikud muudatused:
- IO signaal tuli läbi relee muuta seadmele arusaadavaks signaaliks (hetkel vastav relee puudub, töö käigus kasutatud ajutist lahendust, millest protsessi tulemus hetkel ei muutu).
- Detail läks peale töölauale paigaldamist vastu juhtlatti. Lahendus: detail tuleb vaakumist protsessi ajaks lahti lasta, et kõrvetusseade detaili täpsemini tsentreeriks ja kõrvetatav logo oleks ühtlane.
- Magasini konstruktsiooni tehti muudatus, et haarats ei läheks vastu kinnituspolte.
- Detaili kumera kuju tõttu ei saanud alusele paigaldamisel kasutada samu algus- ning lõpp-punkte kui esimesel kihil. Tuli kumeruse võrra nihutada.
Mõtted ja ettepanekud edaspidiseks tööks
- Kõrvetusseadme temperatuur muutub töö käigus mõne kraadi võrra. Kui selle väärtus läheb alumise piiri lähedale, siis peaks kõrvetuse aeg olema pisut pikem ja ülemise piirini jõudes pisut lühem. Selle lahendamiseks on kaks võimalikku lahendust:
- Võimalusel reguleerida temperatuuri kõikumise vahe väiksemaks, et ei oleks nähtavat kvaliteedi erinevuse kõikumist.
- Tagasisidestada temperatuuri info robotile, et protsessi ooteaeg oleks vajadusel pikem/lühem.
- Magasini võib teha kolme tulbaga.
- Roboti liikumisi saab pisut optimeerida ajalise võidu saavutamiseks.
- Valmis detailide aluse koht tuleks roboti suhtes täpsemalt fikseerida, et alust vahetades asukoht 0-nurga suhtes jääks samaks.
Võimalik töökorraldus
- Robot suudab autonoomselt töötada kuni magasin on tühi või kuni alus saab täis. Magasini kolmanda tulba lisamisel saaks magasini panna ligikaudu 150 detaili. Hetke töökiirust arvestades ei vajaks robot sekkumist 1,6 tundi.
- Magasini saab täita töö protsessi ajal, ei pea ootama kuni mingi tulp või magasin on tühi.
- Alusele saab ühte kihti paigutada 60 detaili. Hetkel on roboti liikumine planeeritud kuni 6 kihi paigutamiseks (360 detaili) Vajadusel saab roboti liikumist ümber seadistades, kihtide arvu tõsta.
- Aluse vahetamine vajalik u 4 tunni järel. Selleks ajaks tuleks roboti töö pausile panna.
- Sellest lähtuvalt saab robot suhteliselt autonoomselt töötada kogu tööaja jooksul. Vajalikud toimingud tema abistamiseks saaks teha kõrvalasuvate tööpinkide juhid. Hetkel asus läheduses CNC töökoht, mille töökorraldus lubaks abistada ka roboti töökohta.
Järeldused
-
Robot on võimalik panna positsioontööpingile autonoomselt töötama, selleks on vajalik:
- Häälestada tööpink, paigaldada vastavad piirajad.
- Töötlemisse minevad detailid on soovitav paigaldada magasini. Nende jaoks võib olla ka alus, kui detailid on paigutatud alusele TÄPSELT aluse suhtes.
- Fikseerida aluse asukoht.
-
Robotit on võimalik liigutada erinevate positsioonpinkide juures ilma suuri ümberkorraldusi tegemata. Selleks on vajalik:
- Programmi koostamine kontrollpunktidest lähtuvalt. Roboti uude asukohta viies tuleb salvestada üle kontrollpunktid vastavalt hetke roboti asukohale. Seega väikese asukoha nihke tõttu, programm töötab ilma muutmata.
- Töötlemata ja töödeldud aluste kohad fikseerida roboti asukoha suhtes.
- Töötada välja roboti ja tööpingi vaheline kommunikatsiooni reegel. Erinevatel seadmetel peaks olema valmidus samasugust roboti poolt antavat signaali mõista (roboti pistikusse pistes liiguks õiges juhtmes õige signaal).
Roberta Tarmekos, vt videoesitust